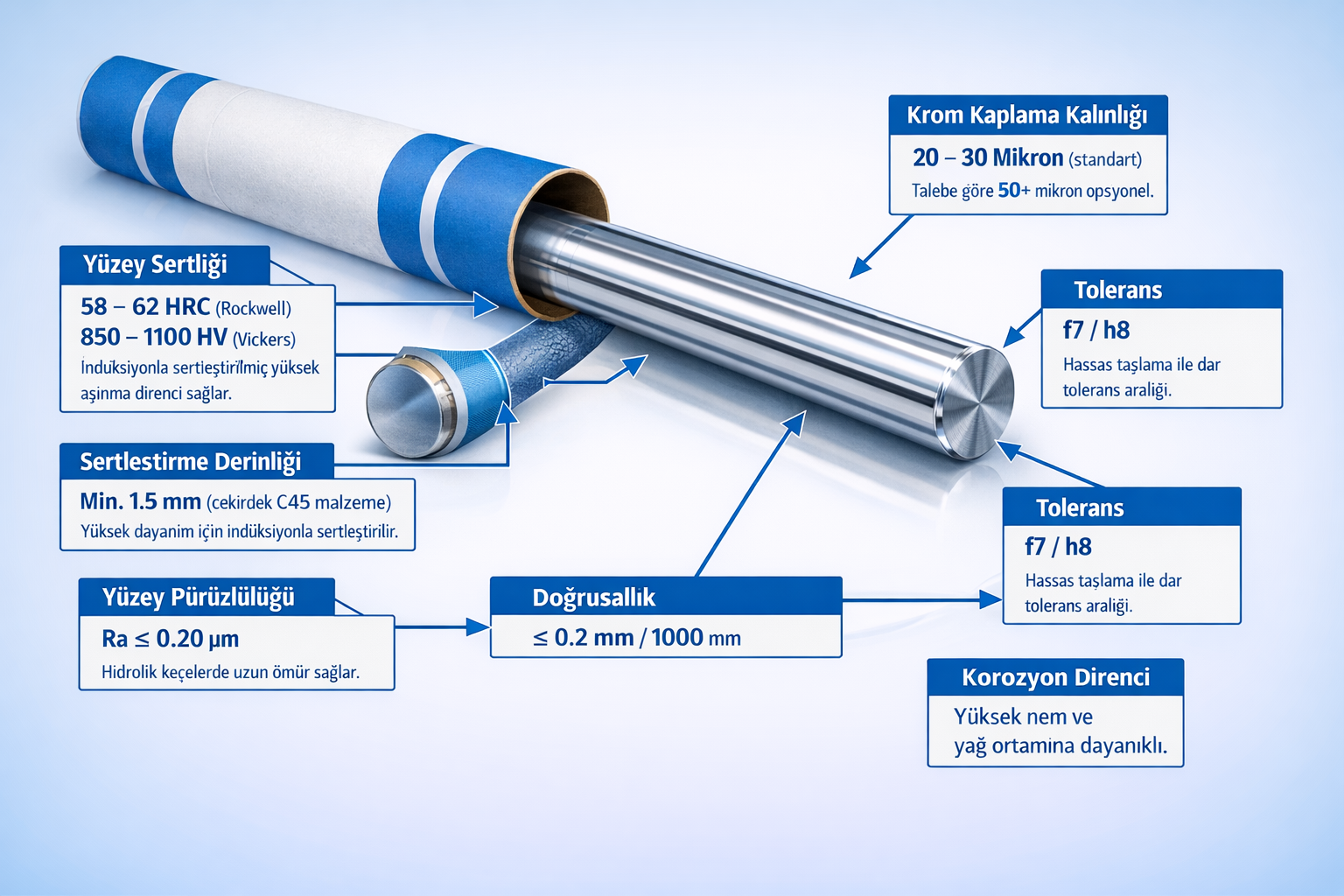
İndüksiyonlu kromlu mil, hidrolik silindir sistemlerinde yüksek basınç altında sürekli ileri-geri hareket eden kritik bir makine elemanıdır. Bu tip millerde teknik veri tablolarında sıklıkla şu ifade yer alır:
Ra ≤ 0,2 µm
Peki bu değer neden bu kadar önemlidir?
Ra değeri gerçekten sistem performansını etkiler mi?
Yüzey ne kadar parlaksa o kadar iyi midir?
Bu kapsamlı rehberde, indüksiyonlu kromlu milde yüzey pürüzsüzlüğünün (Ra değeri) neden kritik olduğunu metalurjik, tribolojik ve hidrolik performans açısından detaylı şekilde açıklıyoruz.
Ra (Roughness Average), bir yüzeydeki mikroskobik tepe ve çukurların ortalama yüksekliğini ifade eden bir yüzey pürüzlülüğü parametresidir. Birim: mikrometre (µm)
Ra 0.1 µm → Çok pürüzsüz yüzey
Ra 0.2 µm → Hidrolik için ideal
Ra 0.8 µm → Keçe aşındırabilecek yüzey
İndüksiyonlu kromlu mil uygulamalarında genellikle: Ra ≤ 0,2 µm istenir.
Yüzey pürüzsüzlüğü üç temel işlemle belirlenir:
1️⃣ Hassas taşlama
2️⃣ Sert krom kaplama
3️⃣ Polisaj işlemi
İndüksiyon sertleştirme doğrudan Ra değerini belirlemez; ancak yüzey sertliği arttıkça taşlama kalitesi kritik hale gelir.
Yanlış taşlama:
Mikro yanık oluşturur
Dalgalı yüzey yapar
Ra değerini yükseltir
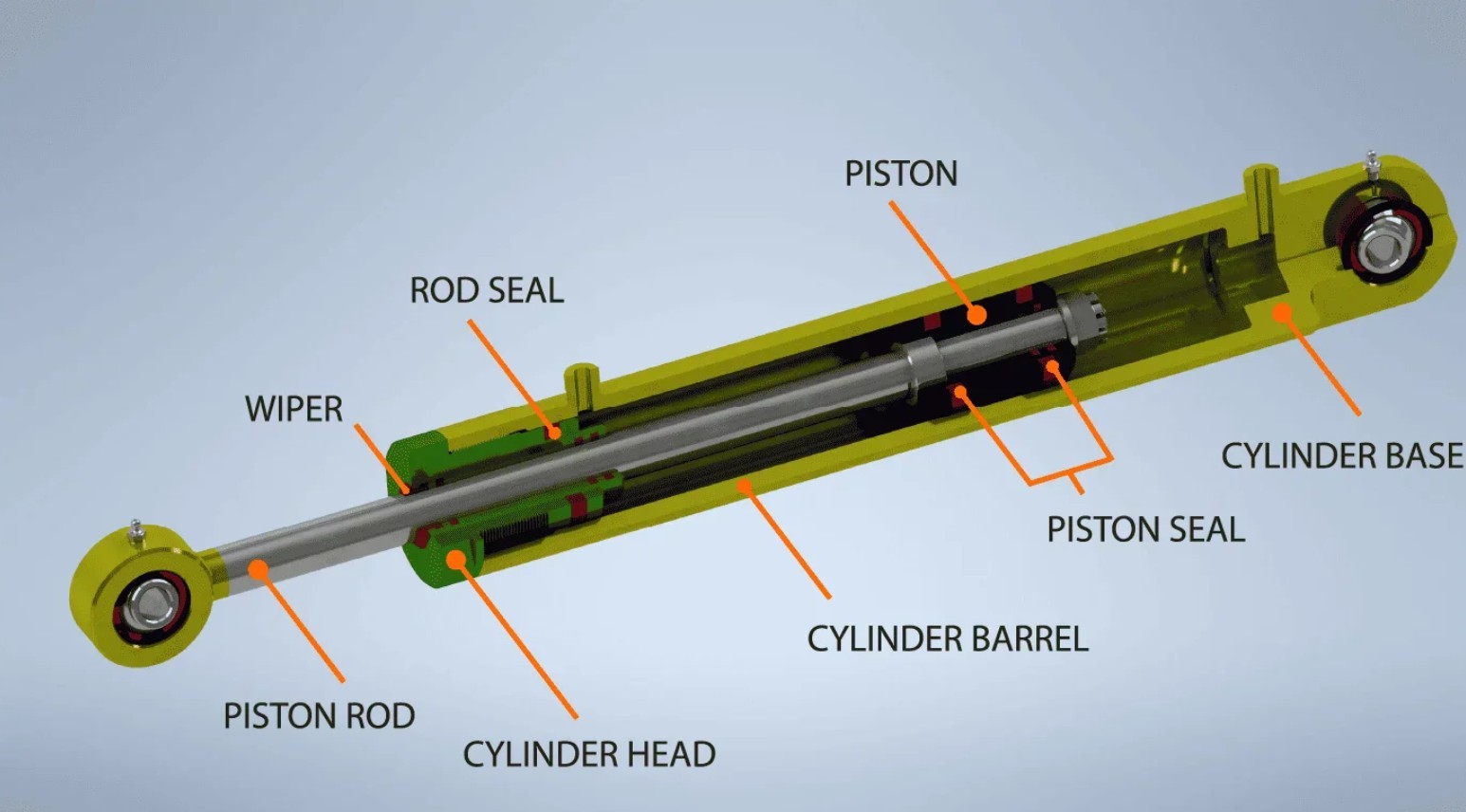
İndüksiyonlu kromlu mil, hidrolik keçelerle sürekli temas halindedir.
Ra değeri yüksek olursa:
Sürtünme artar
Isı oluşur
Keçe dudakları aşınır
Yağ kaçağı oluşur
Ra değeri çok düşük olursa:
Yağ filmi tutunamaz
Kuru sürtünme artabilir
Yani ideal değer denge gerektirir.
Ra çok yüksek → yağ filmi düzensiz
Ra çok düşük → yağ tutunma zayıf
İdeal aralık: 0.1 – 0.3 µm
Keçe üreticileri genellikle piston mili için 0.2 µm civarında Ra değeri önerir.
Ra 0.5 µm üzerindeyse:
Keçe dudak aşınması hızlanır
Basınç altında kaçak başlar
Servis süresi düşer. Ra değeri sistem ömrünü doğrudan etkiler.
✔ Artan sürtünme
✔ Keçe hasarı
✔ Enerji kaybı
✔ Basınç dalgalanması
✔ Silindir ömrü kısalması
Ağır hizmet uygulamalarında bu ciddi maliyet oluşturur.
Aşırı polisaj (Ra < 0.05 µm):
Yağ filmini tutamaz
Keçe ile mikro kayma oluşabilir
Yüzey cam gibi olur
Bu nedenle "ne kadar parlak o kadar iyi" mantığı yanlıştır.
Ölçüm cihazı: Profilometre
Ölçüm kriterleri:
Numune uzunluğu
Filtre standardı
Ölçüm yönü
Profesyonel üretimde her parti kontrol edilir.
Taşlama işlemi yüzey pürüzlülüğünün temel belirleyicisidir.
Yanlış taşlama:
Dalga formu
Mikro çatlak
Yüzey yanığı oluşturabilir. Bu durum Ra değerini artırır ve hidrolik performansı düşürür.
Yüksek yüzey sertliği (58–62 HRC):
Taşlamayı zorlaştırır
Uygun taş seçilmezse Ra yükselir
Bu nedenle sertlik ve yüzey kalitesi birlikte değerlendirilmelidir.
Bursa hidrolik üretim yoğunluğu nedeniyle:
Seri üretim baskısı
Hızlı taşlama
Yetersiz kalite kontrol
Ra problemlerine yol açabilir.
Kaliteli indüksiyonlu kromlu mil seçiminde Ra değeri teknik şartnameye yazılmalıdır. Ürünlerin teknik verilerini incelemek için https://flutecnica.com/induksiyonlu-krom-kaplamali-mil bölümümüzde katalog kısmını incelemesinizi tavsiye ederiz.
İndüksiyonlu kromlu milde yüzey pürüzsüzlüğü (Ra değeri), yalnızca estetik bir parametre değildir. Hidrolik performans, keçe ömrü, enerji verimliliği ve sistem güvenliği üzerinde doğrudan etkilidir.
İdeal Ra değeri genellikle 0.1–0.3 µm aralığındadır. Bu aralığın dışına çıkılması sistem arızalarına neden olabilir.
Profesyonel üretimde Ra ölçümü, kalite kontrol sürecinin ayrılmaz bir parçasıdır.
İndüksiyonlu Kromlu mil , hidrolik ve endüstriyel sistemlerde yüksek performans, uzun ömür ve güvenilirlik sağlayan kritik bir makine elemanıdır. Doğru malzeme seçimi, uygun kaplama kalınlığı ve hassas tolerans değerleri ile üretildiğinde, sistem verimliliğini artırır ve bakım maliyetlerini azaltır.Flutecnica Akışkan Teknolojileri olarak Bursa ve İstanbul merkezli üretim ve Marmara Bölgesi’ne hızlı teslim avantajı ile Türkiye genelinde endüstriyel çözümler sunulmaktadır.
