İndüksiyonlu krom kaplamalı mil, hidrolik silindir sistemlerinde yüksek basınç ve tekrarlı strok hareketi altında çalışan kritik bir bileşendir. Bu miller genellikle 50–58 HRC yüzey sertliğine sahiptir. Ancak çoğu kullanıcı yalnızca sertlik değerine odaklanır.
Asıl kritik konu şudur: Sertlik derinliği kaç mm? Çünkü yüzey sertliği kadar, sertliğin ne kadar derine işlediği de performansı belirler. Bu kapsamlı rehberde, indüksiyonlu krom kaplamalı milde sertlik derinliğinin neden hayati olduğunu teknik ve uygulamalı açıdan inceliyoruz.
Sertlik derinliği, indüksiyonla sertleştirilmiş yüzey tabakasının mil yüzeyinden itibaren içeri doğru ne kadar ilerlediğini ifade eder.
Genellikle: 1 mm – 3 mm arası değerler görülür.
Bu tabaka martenzitik yapıdadır ve yüksek aşınma direnci sağlar.
İndüksiyon bobini yüzeyi çok hızlı ısıtır. Yüzey austenit fazına çıkar. Ani soğutma ile martenzite dönüşür.
Bu dönüşüm:
Yüzeyi sert yapar
İç kısmı tok bırakır
Ancak sertlik derinliği:
Güç yoğunluğuna
Isıtma süresine ve Çelik kompozisyonuna bağlıdır.
Yüzey sadece 0.5 mm sertleşmişse, ağır yük altında sert tabaka aşınabilir ve alt yumuşak yapı açığa çıkar.
Diş açma işlemi sırasında sertlik derinliği diş yüksekliğinden azsa, sert tabaka kırılabilir.
Çok derin sertlik kırılganlık yaratabilir.
| UYGULAMA | ÖNERİLEN SERTLİK DERİNLİĞİ |
| STANDART HİDROLİK | 1-1.5 MM |
| MOBİL İŞ MAKİNELERİ | 2 MM |
| AĞIR PRES SİSTEMLERİ | 2-3 MM |
Detaylı bilgiler için https://flutecnica.com/induksiyonlu-krom-kaplamali-mil adresimizde bulunan katalog bilgilerini incelemenizi tavsiye ederiz.
❗ Kaplama altı deformasyon oluşur
❗ Keçe ömrü düşer
❗ Mikro çukurlaşma (pitting) başlar . Bu durum özellikle ağır hizmet uygulamalarında görülür.
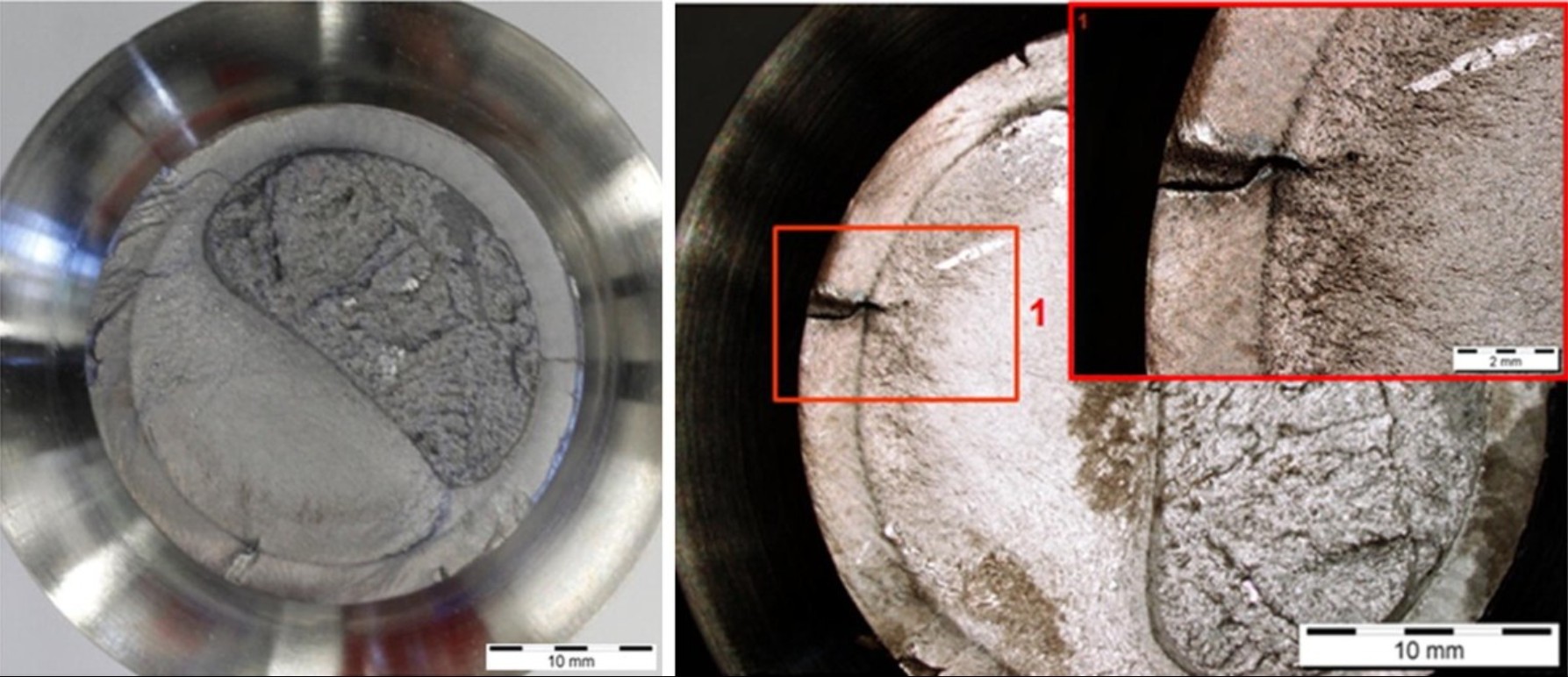
Aşırı sertleşme:
İç gerilim artışı
Mikro çatlak
Kırılgan yapı oluşturabilir.
Bu nedenle sertlik derinliği optimum aralıkta olmalıdır.
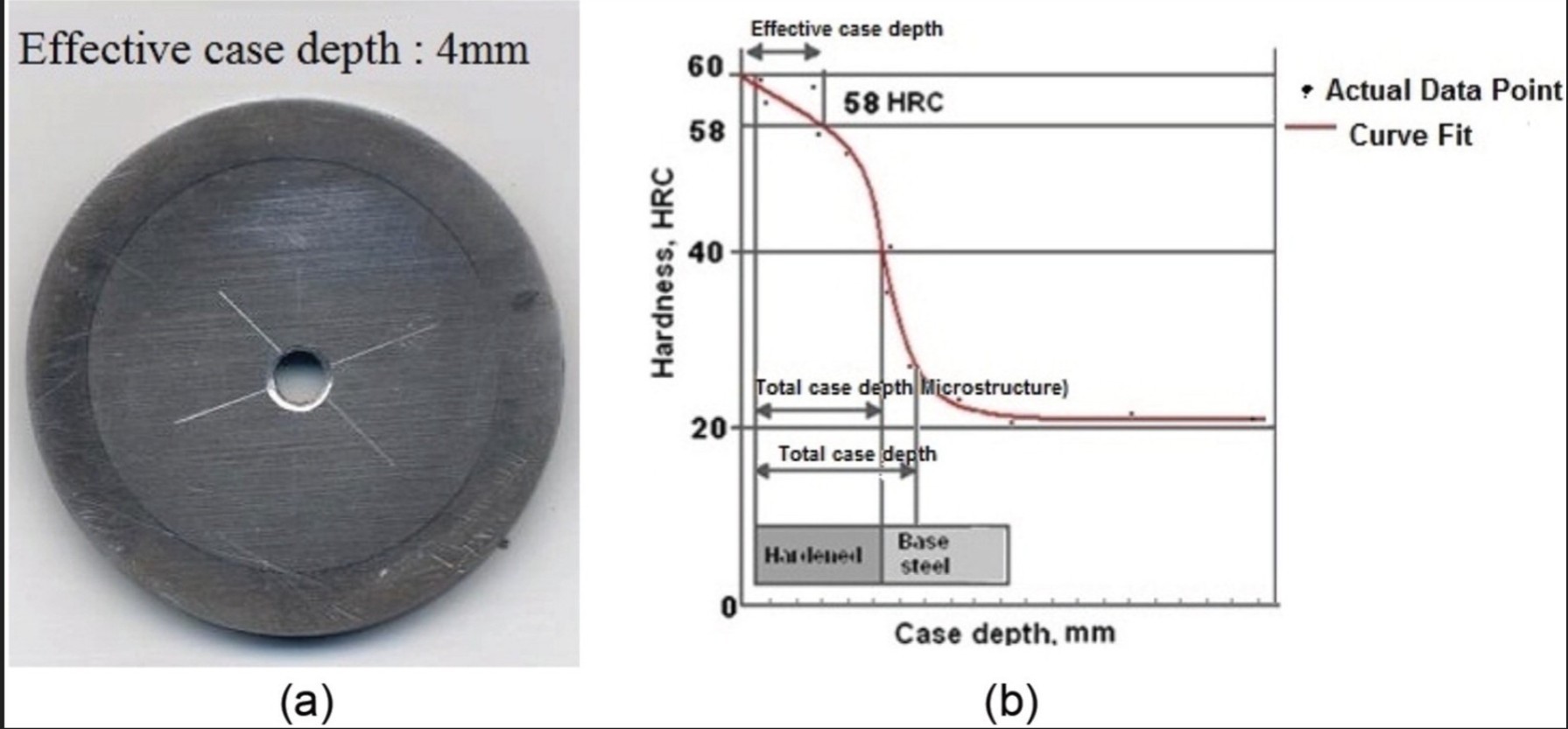
Profesyonel ölçüm yöntemleri:
✔ Mikro sertlik testi
✔ Kesit alma ve mikroskobik analiz
✔ Rockwell profili çıkarma
Yüzeyden merkeze doğru sertlik grafiği oluşturulur.
Sert krom kaplama genellikle 20–30 mikron kalınlıktadır.
Bu kaplama sertlik derinliğini değiştirmez.
Ancak:
Sertlik derinliği azsa kaplama altı deformasyon oluşabilir
Sertlik yeterliyse kaplama stabil kalır
Mil:Yük taşır
Yan kuvvete maruz kalır
Keçe ile sürtünür
Sertlik derinliği yetersizse:
Yüzey çukurlaşır
Paralellik bozulur
Keçe zarar görür
Bursa’da hidrolik üretim yoğunluğu nedeniyle bazı uygulamalarda: Sadece yüzey sertliği sorulur Sertlik derinliği sorulmaz Bu ciddi bir hatadır. Teknik şartnamede mutlaka şu belirtilmelidir.
Derin sertlik tabakası:
Eğilme direncini artırabilir
Ancak aşırı derinlik kırılganlık oluşturabilir
Bu nedenle tasarım parametresi olarak değerlendirilmelidir.
Yüksek sertlik:
Taşlama kalitesini etkiler
Yanlış taşlama → Ra yükselir Bu yüzden yüzey pürüzsüzlüğü ve sertlik birlikte düşünülmelidir.
Doğru sertlik derinliği:
✔ Uzun aşınma direnci
✔ Stabil krom kaplama
✔ Keçe dostu yüzey
✔ Uzun silindir ömrü
Yanlış sertlik derinliği:
❗ Erken aşınma
❗ Mikro çatlak
❗ Yağ kaçağı detaylı bilgilendirme için https://flutecnica.com/induksiyonlu-kromlu-milde-yuzey-puruzsuzlugu-ra-degeri-neden-kri bulunan makalemizi okumanızı tavsiye ederiz
İndüksiyonlu krom kaplamalı milde yalnızca yüzey sertliği değil, sertliğin ne kadar derine işlediği de kritik öneme sahiptir.
Optimum sertlik derinliği:
1 ile 3 mm arası (uygulamaya ve çapa bağlı)
Doğru sertlik derinliği:
Aşınma direncini artırır
Kaplama stabilitesini korur
Hidrolik sistem ömrünü uzatır
Teknik satın almalarda sertlik derinliği mutlaka sorulmalıdır.
İndüksiyonlu Kromlu mil , hidrolik ve endüstriyel sistemlerde yüksek performans, uzun ömür ve güvenilirlik sağlayan kritik bir makine elemanıdır. Doğru malzeme seçimi, uygun kaplama kalınlığı ve hassas tolerans değerleri ile üretildiğinde, sistem verimliliğini artırır ve bakım maliyetlerini azaltır.Flutecnica Akışkan Teknolojileri olarak Bursa ve İstanbul merkezli üretim ve Marmara Bölgesi’ne hızlı teslim avantajı ile Türkiye genelinde endüstriyel çözümler sunulmaktadır.